Содержание
Как что лопнул кронштейн двигателя
Содержание
- FANCLUB-VW-BUS.RU
- Отрыв кронштейна крепления двигателя от блока! HELP
- Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Re: Отрыв кронштейна крепления двигателя от блока! HELP
- Заделываем трещины в блоке и головке двигателя
- Трещина в корпусе двигателя
- Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
- Вероятные симптомы и причины
- Методы определения
- Как заделать поврежденные места
- Заделывание электросваркой
- Электродуговая сварка
- Заделка трещин ГБЦ
- Приварка заплаты
- Применение эпоксидной пасты
FANCLUB-VW-BUS.
RU
Клуб фанатов микроавтобусов VW
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Отрыв кронштейна крепления двигателя от блока! HELP
Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 29 дек 2010, 21:20
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение xmen » 29 дек 2010, 21:36
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 29 дек 2010, 22:51
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение Zwereff » 30 дек 2010, 01:48
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 30 дек 2010, 09:22
Бус Т3 , двигатель 1,6D отлив от блока 1 — вырван, № 2-на две части, 3-не тронутый.
Добавлено спустя 13 минут 31 секунду:
Ракурс №1. чуть позже сброшу фото после сварки
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение АндрейТ4 » 30 дек 2010, 10:07
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение Zwereff » 30 дек 2010, 12:18
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 30 дек 2010, 17:42
попытки исправить ситуацию
Добавлено спустя 24 минуты 39 секунд:
Уважаемый Zwereff, я правильно понял Вас . на фото
на фото
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение Zwereff » 30 дек 2010, 18:22
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 31 дек 2010, 13:28
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение leshiy_40 » 31 дек 2010, 22:06
Re: Отрыв кронштейна крепления двигателя от блока! HELP
Сообщение tnttv » 01 янв 2011, 13:21
Сорвало 1-й и 3-й, 2-й заломало — высверлил. Проблему решил просто. Дорезал резьбу в блоке до конца(ок. 5-ти витков вышло), выровнял места слома, подобрал вставки по высоте и болты по всей длине. Неделю езжу — полет нормальный. После праздников залезу дотяну. (в чём и была причина поломки, стройка подпёрла — некогда было за бродягой присмотреть)
проблема вся в том что 1-й вырвало полностью, в результате 3-и сквозные дырки(заварил, но надежды мало), 2-ой развалило на 2 куска(заварил, толщина чугуна позволяет и сварной дал гарантию) а вот 3 живой полностью(радует). выводы — если во 2-ой еще можно шпильку воткнуть, то на 1-ый надежды точно нет — итого только две живых точки 3 и 2. может поставить правда пластину на заглушку бензонасоса? или сделать все таки некую корзину под весь движок?
выводы — если во 2-ой еще можно шпильку воткнуть, то на 1-ый надежды точно нет — итого только две живых точки 3 и 2. может поставить правда пластину на заглушку бензонасоса? или сделать все таки некую корзину под весь движок?
Добавлено спустя 31 минуту 20 секунд:
Вот такая пластина вместо 1-й опорной точки.
Источник
Заделываем трещины в блоке и головке двигателя
Трещины в головке и блоке двигателя появляются вследствие механических повреждений, а иногда из-за замерзания воды (охлаждающей жидкости).
Способ № 1 — электросварочный или газовый.
Если блок двигателя вашего автомобиля чугунный, как например у ВАЗа, необходимо концы трещины засверлить 5-милиметровым сверлом и разделать шлифовальным кругом по всей длине, под углом 90 градусов на глубину 4/5 от толщины стенки блока. Перед тем как приступить к сварке, блок необходимо нагреть до температуры 600…650°С. Используя нейтральное пламя газовой сварки, при помощи флюса и чугунно – медного присадочного прутика Ø 5 мм, нанесите сплошной ровный слой. Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу.
Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу.
Заварку трещины также можно осуществлять без нагревания блока, используя при этом электросварку с постоянным током обратной полярности.
Как вариант можно использовать также электросварку с применением медных электродов, которые обернуты жестью, приварив заплатку из мягкой стали, которая имеет такую же толщину, как и стенка блока. После завершения, сварочные швы покрываются эпоксидной пастой.
Способ № 2 при помощи эпоксидной пасты.
Поверхность блока и трещины необходимо до блеска зачистить металлической щеткой с обеих сторон трещины. По концам трещины нужно просверлить отверстия Ø 3…4 мм, после нарезать в них резьбу и ввинтить заглушки из алюминиевой или медной проволоки, так чтобы они были заподлицо. Трещина обрабатывается по всему периметру абразивным кругом или зубилом на глубину до ¾ от толщины стенки, под углом примерно 60…90°. Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.
Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.
Способ № 3 с использованием эпоксидной пасты и заплаты из стеклоткани
Подготовка такая же, как и в предыдущем способе, только на этот раз слой пасты необходимо накладывать на заплатку из стеклоткани, после пропитать ее пастой и пройтись по ней роликом. От края трещины до края заплаты, или пробоины должно быть расстояние – не менее 15-20 мм. Следующим слоем заплаты можно перекрыть предыдущий на 10-15 мм с каждой стороны.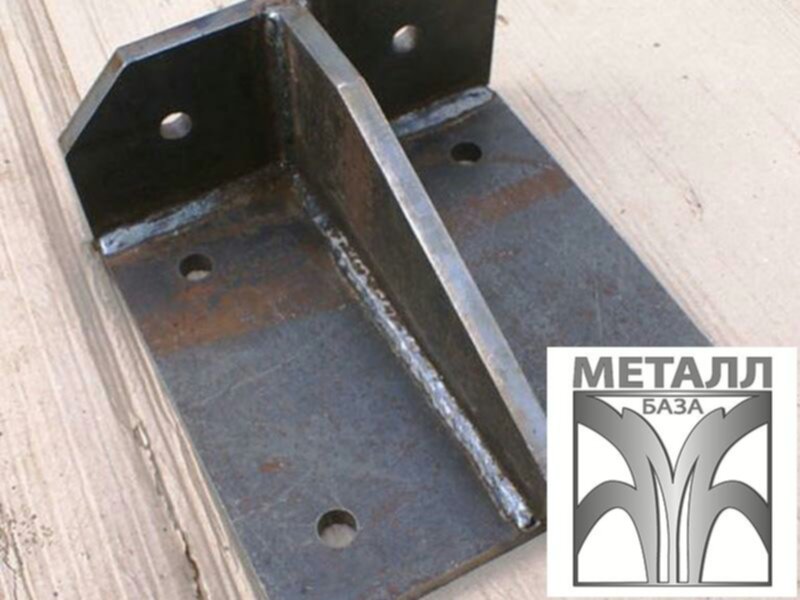 Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Источник
Трещина в корпусе двигателя
Сколько стоит новый двигатель? Много! Поэтому далеко не каждый владелец авто может позволить себе такую роскошь, как его полная замена.
Однако именно трещины на корпусе двигателя являются самой частой проблемой многих автомобилистов. И есть достаточно много причин их возникновения.
Например, трещина обязательно появится в том случае, если нарушен тепловой механизм, либо от ударов. В любом случае, как только вы обнаружили столь серьезный изъян — следует немедленно приступить к устранению проблемы, чтобы не случилось непоправимое.
Как же заделать трещину в двигателе?
Сварка или использование специальных полимерных материалов — наиболее частый метод заделывания трещин и дыр. Однако в этом случае успех бывает кратковременным, поскольку по закону физики, именно на месте шва возникает фактор высокого механического напряжения.
Другими словами, неверный подбор полимера, неправильный алгоритм сварки очень скоро приведут к тому, что шов снова разойдется и трещина станет больше, чем была изначально.
Но не стоит расстраиваться, ибо есть один метод, который позволяет успешно справиться с проблемой. Этот метод называется «Seal-Lock» (Seal-Lock можно перевести, как «запечатывание»). Используя данный способ, в большинстве случаев вам даже не понадобится снимать силовой агрегат!
Суть метода сводится к тому, что трещину в корпусе заполняют слоем мягкого металла, который при диффузии сплавляется с металлом корпуса двигателя и становиться с ним одним целым. А самое потрясающее в том, что место шва становится даже прочнее, чем корпус двигателя!
Но есть и самостоятельное решение проблемы. Конечно, оно не сравниться с диффузией металла, но тоже имеет место быть.
Для начала вам необходимо обнаружить трещину, ведь не всегда она видима визуально! Некоторые профи рекомендуют использовать магниты и металлические опилки. Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Но можно обойтись и грифельным порошком от обычного простого карандаша. Возьмите немного этого порошка на палец, нанесите на предполагаемое место трещины и разотрите его. Порошок реально проявит даже самую мелкую трещинку на двигателе!
Обнаружив изъян, следует приступать к ремонту. Необходимо взять дрель и просверлить два ряда отверстий: с одной стороны трещины и с другой. В качестве стяжки используют специальные скобы. В общем-то, можно использовать и тонкую стальную накладку: главное подобрать нужный размер. После того, как вы зашьете трещину, её следует залить герметизирующим составом. Найти такой состав не составит труда: об этом достаточно спросить в автомагазине.
Но если выбирать между «кустарным» способом заделывания трещин и технологией «Seal-Lock», то предпочтение лучше отдать именно «Seal-Lock». Выгода на лицо: вместо заплаток — вы получаете абсолютно целостный корпус, без следов повреждений.
Кстати, в Европе данный метод ремонта трещин используется уже более 60 лет.
Источник
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.

- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.

 В этом случае головку придется менять.
В этом случае головку придется менять.Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
 Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
Она начинает двигаться к местам установки магнитов, забиваясь в трещины.» alt=»»>
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
» alt=»»>
После просушки склеенный участок зачистить и выровнять шлифовкой.
Источник
Услуга сварки чугунов в Иркутске
Сварочный участок ООО «Сварочная техника» выполняет работы по сварке металлоконструкций, наплавке, напылению, ремонтной сварке изделий из сталей, чугунов, алюминиевых сплавов, корозионно-стойких сталей, титановых и медных сплавов. На участке работают высококвалифицированные специалисты сварщики, имеющие допуски к сварке ответственных конструкций. Сварка чугуна на нашем сварочном участке ведется с применением специальной технологии холодной сварки электродами на никелевой и железно-никелевой основе. Расценки за сварочные работы: оплата за выполненные работы осуществляется в соответствии действующим прайс-листом за наличный и безналичный расчёт. Сейчас вы знаете где можно в Иркутске качественно зварить чугун. Ниже мы привели фото наших сотрудников за работой и фото деталей из чугуна поступающих к нам в ремонт.
На участке работают высококвалифицированные специалисты сварщики, имеющие допуски к сварке ответственных конструкций. Сварка чугуна на нашем сварочном участке ведется с применением специальной технологии холодной сварки электродами на никелевой и железно-никелевой основе. Расценки за сварочные работы: оплата за выполненные работы осуществляется в соответствии действующим прайс-листом за наличный и безналичный расчёт. Сейчас вы знаете где можно в Иркутске качественно зварить чугун. Ниже мы привели фото наших сотрудников за работой и фото деталей из чугуна поступающих к нам в ремонт.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварка чугуна бывает необходимой при изготовлении конструкций, соединении деталей, во время проведения ремонтных мероприятий. Для успешной сварки чугуна непременно потребуется соответствующее оборудование, материалы и опытные профессионалы, поскольку сварочные работы по чугуну требуют строгого соблюдения правил их проведения. Такое оборудование, материалы и специалисты есть в «Сварочной технике». Сварка чугуна, в зависимости от химсостава, размеров детали и вида сварного соединения, выполняется или с подогревом (горячий или полугорячий способ) или без подогрева (холодный способ). Подогрев помогает обеспечить нужную структуру сварного соединения, поскольку оно склонно к повышению хрупкости, которая в принципе присуща материалу из-за содержания в нём углерода. Горячий способ применяется в промышленных условиях и имеет ограниченное применение. Полугорячий способ распространён больше. При нём происходит местный подогрев деталей с помощью пламени газовой горелки. Важно обеспечение замедленного охлаждения деталей, позволяющее снизить так называемое «охрупчивание» в зоне сварного шва. При широко применяемой в последнее время холодной сварке, чугунные детали не нагреваются предварительно.
Для успешной сварки чугуна непременно потребуется соответствующее оборудование, материалы и опытные профессионалы, поскольку сварочные работы по чугуну требуют строгого соблюдения правил их проведения. Такое оборудование, материалы и специалисты есть в «Сварочной технике». Сварка чугуна, в зависимости от химсостава, размеров детали и вида сварного соединения, выполняется или с подогревом (горячий или полугорячий способ) или без подогрева (холодный способ). Подогрев помогает обеспечить нужную структуру сварного соединения, поскольку оно склонно к повышению хрупкости, которая в принципе присуща материалу из-за содержания в нём углерода. Горячий способ применяется в промышленных условиях и имеет ограниченное применение. Полугорячий способ распространён больше. При нём происходит местный подогрев деталей с помощью пламени газовой горелки. Важно обеспечение замедленного охлаждения деталей, позволяющее снизить так называемое «охрупчивание» в зоне сварного шва. При широко применяемой в последнее время холодной сварке, чугунные детали не нагреваются предварительно.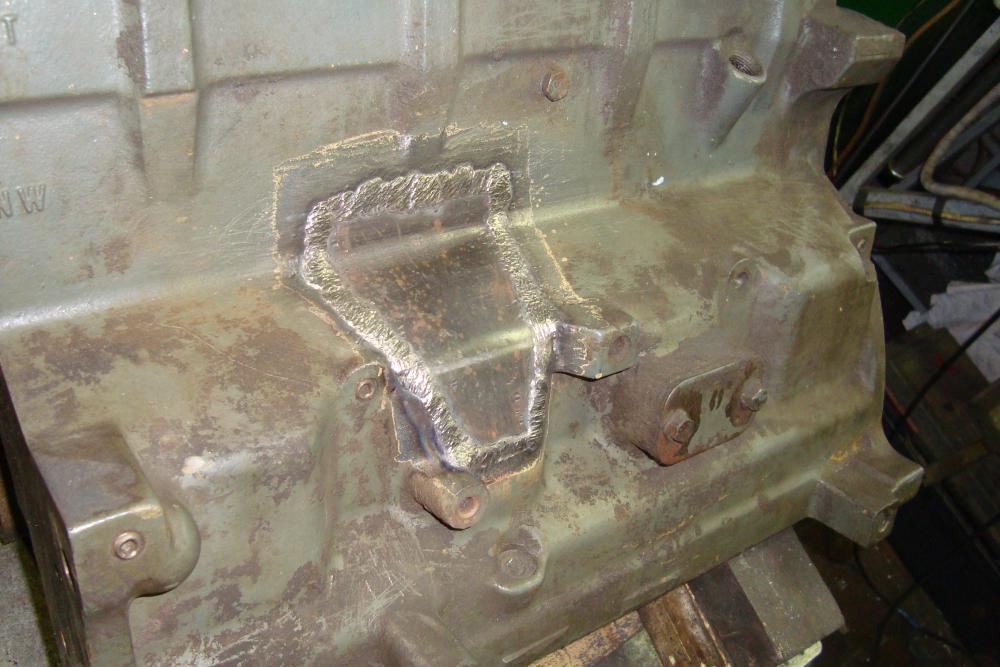 Выполняя сварку этим способом, важно не допустить перегрева материала, работа ведётся с перерывами, и на разных её этапах должны применяться соответствующие электроды, как правило на никелевой основе. Вопрос выбора сварочных электродов в процессе работ по чугуну считается одним из ключевых, ему уделяется особое внимание. Широкая гамма электродов для сварки чугуна различных производителей имеется в продаже в компании «Сварочная техника». Технологии сварки чугуна хорошо отработаны и с успехом применяются мастерами своего дела.
Выполняя сварку этим способом, важно не допустить перегрева материала, работа ведётся с перерывами, и на разных её этапах должны применяться соответствующие электроды, как правило на никелевой основе. Вопрос выбора сварочных электродов в процессе работ по чугуну считается одним из ключевых, ему уделяется особое внимание. Широкая гамма электродов для сварки чугуна различных производителей имеется в продаже в компании «Сварочная техника». Технологии сварки чугуна хорошо отработаны и с успехом применяются мастерами своего дела.
Связаться
Кронштейны подвесного двигателя
– Welding World, Inc.
Можно с уверенностью сказать, что кронштейн подвесного двигателя является идеальным дополнением практически для любой лодки с подвесным двигателем.d
33 продукта
Сорт
СортировкаЛучшиеЛучшие продажиПо алфавиту, от A до ZПо алфавиту, от Z до AЦена, от низкой к высокойЦена, от высокой к более низкойДата, от старой к новойДата, от новой к старой
33 продукта
Быстрый просмотр
Кастомная сборка Apex Mk. II Кронштейн для сдвоенного двигателя
II Кронштейн для сдвоенного двигателя
$ 3499,00
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя высокой проходимости — транец 15°
3 639,00 $
Быстрый просмотр
Изготовленный на заказ кронштейн для двух подвесных двигателей высокой проходимости
4 319,00 $
Быстрый просмотр
Mako 261 1990 Двухдвигательный кронштейн повышенной проходимости
$ 4500,00
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя высокой проходимости — транец 16°
$ 3639,00
Быстрый просмотр
Изготовленный на заказ кронштейн для одинарного подвесного двигателя высокой проходимости
$ 3639,00
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей повышенной проходимости, транец 14°
4 319,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 13°
2 899,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 11°
2 899,00 $
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя повышенной проходимости — транец 14°
3 639,00 $
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя повышенной проходимости — транец 11°
3 639,00 $
Быстрый просмотр
Индивидуальный кронштейн Apex для одного двигателя
$ 2 899,00
Быстрый просмотр
Кронштейн повышенной проходимости Seacraft 23 Twin Engine
4 500,00 $
Быстрый просмотр
Wellcraft Scarab Sport 30 1989 Кронштейн для двух двигателей
$ 3600,00
Быстрый просмотр
Mako 258 Cuddy 1987 Twin Engine High Floating Кронштейн
4000,00 $
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -16° Транец
II Двойной кронштейн двигателя -16° Транец
3 499,00 $
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -15° Транец
$ 3499,00
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -14° Транец
3 499,00 $
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -13° Транец
3 499,00 $
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -12° Транец
3 499,00 $
Быстрый просмотр
Стандартный Apex Mk. II Двойной кронштейн двигателя -11° Транец
$ 3499,00
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей повышенной проходимости, транец 16°
4 319,00 $
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей повышенной проходимости, транец 15°
4 319,00 $
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей повышенной проходимости, транец 13°
4 319,00 $
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей высокой проходимости, транец 12°
4 319,00 $
Быстрый просмотр
Стандартный кронштейн для двух подвесных двигателей повышенной проходимости, транец 11°
4 319,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 16°
2 899,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 15°
2 899,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 14°
2 899,00 $
Быстрый просмотр
Стандартный транцевый кронштейн Apex с одним двигателем 12°
2 899,00 $
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя повышенной проходимости — транец 13°
3 639,00 $
Быстрый просмотр
Стандартный кронштейн для одного подвесного двигателя высокой проходимости — транец 12°
$ 3639,00
Быстрый просмотр
Тройной кронштейн подвесного двигателя высокой проходимости
$ 7800,00
Крепления двигателя и вставки — приварное крепление крепления двигателя Тип
Результаты 1–25
из 89
 99″>
99″>59,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Предполагаемая дата международной отправки:
Сегодня
137,27 долларов США
Ориентировочная дата отгрузки в США:
18 ноября 2022 г.
Предполагаемая дата международной отправки:
Сегодня
 99″>
99″>117,99 долларов США
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.
Предполагаемая дата международной отправки:
Сегодня
$86,99
Ориентировочная дата отгрузки в США:
Четверг 27.10.2022
Предполагаемая дата международной отправки:
Сегодня
 64″>
64″>$135,64
Ориентировочная дата отгрузки в США:
23 ноября 2022 г.
Предполагаемая дата международной отправки:
Сегодня
$99,95
Ориентировочная дата отгрузки в США:
Вторник 01.11.2022
Предполагаемая дата международной отправки:
Сегодня
 64″>
64″>$135,64
Ориентировочная дата отгрузки в США:
5 декабря 2022 г.
Предполагаемая дата международной отправки:
Сегодня
$84,99
Ориентировочная дата отгрузки в США:
Пятница 28.10.2022
Предполагаемая дата международной отправки:
Сегодня
 99″>
99″>118,99 долларов США
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.
Предполагаемая дата международной отправки:
Сегодня
176,85 долларов США
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Предполагаемая дата международной отправки:
22 ноября 2022 г.
$102,99
Ориентировочная дата отгрузки в США:
16 декабря 2022 г.
Предполагаемая дата международной отправки:
Сегодня
157,56 долларов США
Ориентировочная дата отгрузки в США:
8 декабря 2022 г.
Предполагаемая дата международной отправки:
9 декабря 2022 г.
158,89 долларов США
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Предполагаемая дата международной отправки:
22 ноября 2022 г.
209,95 долларов США
Ориентировочная дата отгрузки в США:
1 декабря 2022 г.
Предполагаемая дата международной отправки:
2 декабря 2022 г.
99,99 долларов США
Ориентировочная дата отгрузки в США:
7 февраля 2023 г.
Предполагаемая дата международной отправки:
Сегодня
99,99 долларов США
Ориентировочная дата отгрузки в США:
8 февраля 2023 г.
Предполагаемая дата международной отправки:
Сегодня
141,84 доллара США
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Предполагаемая дата международной отправки:
22 ноября 2022 г.
$131,99
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.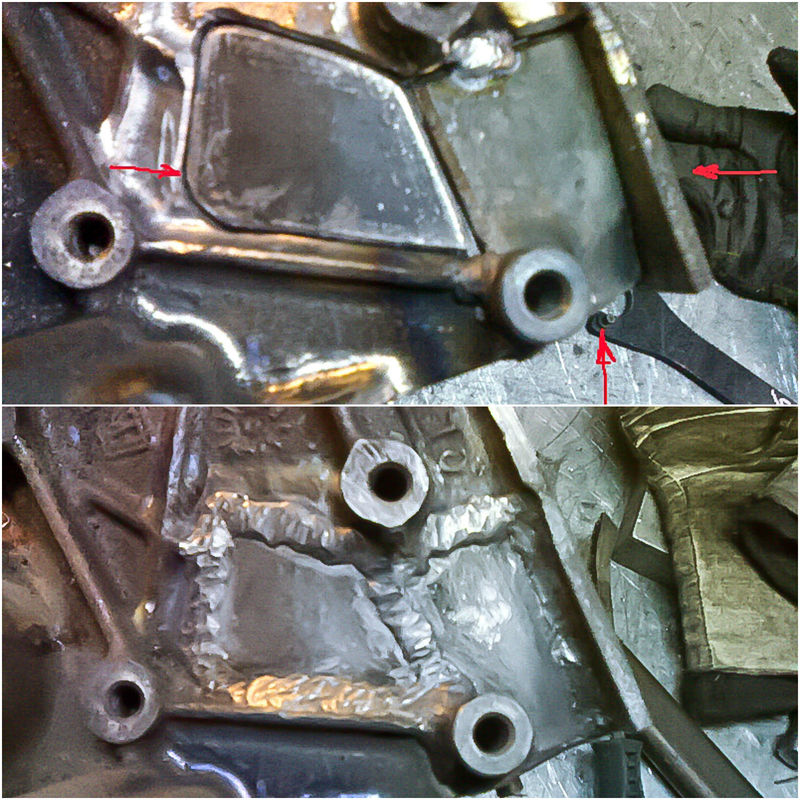
Предполагаемая дата международной отправки:
16 декабря 2022 г.
59,99 долларов США
Ориентировочная дата отгрузки в США:
Понедельник 31.10.2022
Предполагаемая дата международной отправки:
Вторник 01.11.2022
117,00 долларов США
Ориентировочная дата отгрузки в США:
Вторник 01. 11.2022
11.2022
Предполагаемая дата международной отправки:
2 ноября 2022 г.
$114,99
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.
Предполагаемая дата международной отправки:
16 декабря 2022 г.
176,85 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Предполагаемая дата международной отправки:
15 ноября 2022 г.
$98,99
Ориентировочная дата отгрузки в США:
15 декабря 2022 г.
Предполагаемая дата международной отправки:
16 декабря 2022 г.
268,20 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.